 Die Steuersoftware ist in QB (V.4.5) unter DOS erstellt und noch nicht
mal kompiliert, läuft also in der Entwicklerumgebung. Sie enthält ein
Hauptmenü, von dem man (auch mit der Maus) Dateien einlesen, Fräsen,
Fräser zum Nullpunkt fahren, Offset einstellen (also neben das eben
gefräste Layout fahren), Fräswege von Hand optimieren, einfache
Fräsmuster erstellen, optimierte oder erstellte Dateien speichern,
Statistik abfragen oder das Programm beenden kann (hoffentlich habe ich
jetzt nix vergessen). Während des Fräsens wird das Fräsbild am
Bildschirm dargestellt und der Fortschritt visualisiert.
Die Steuersoftware ist in QB (V.4.5) unter DOS erstellt und noch nicht
mal kompiliert, läuft also in der Entwicklerumgebung. Sie enthält ein
Hauptmenü, von dem man (auch mit der Maus) Dateien einlesen, Fräsen,
Fräser zum Nullpunkt fahren, Offset einstellen (also neben das eben
gefräste Layout fahren), Fräswege von Hand optimieren, einfache
Fräsmuster erstellen, optimierte oder erstellte Dateien speichern,
Statistik abfragen oder das Programm beenden kann (hoffentlich habe ich
jetzt nix vergessen). Während des Fräsens wird das Fräsbild am
Bildschirm dargestellt und der Fortschritt visualisiert.
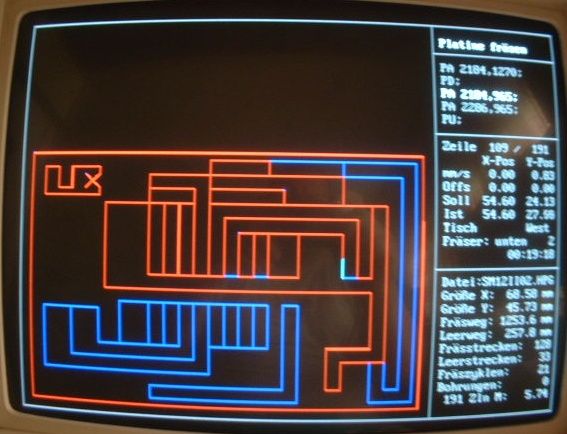
Hier ist der Fräser bei der Arbeit, zu Bedienen gibt es jetzt nix, es wird nur der
Fortschritt der Arbeit visualisiert...
Rot ist fertig, blau muss noch, weiß ist gerade in Arbeit.
Der Fräser ist rechts mittig Richtung "unten" unterwegs, der fertige
Teil der Trennlinie ist rot, der noch zu fräsende Teil ist weiß.
Da Eagle eine etwas umständliche Reihenfolge der Fräslinien errechnet,
sind einige Linien vergessen worden, die später erst gefräst werden.
Eagle meint wohl, dass sich Plotter über Leerfahrten freuen...
Rechts oben auf dem Bildschirm sieht man 5 Zeilen der HPGL-Datei, die
mittlere wird gerade abgearbeitet.
Rechs mittig sieht man aktuelle Angaben zum Arbeitsfortschritt wie
Vorschubtempo, Offset zum Tisch-Nullpunkt, Zielposition, Ist-Position,
Bewegungsrichtung (soll "west" heißen) Fräserstatus (unten, Stift 2)
und bisher gebrauchte Zeit.
Rechts unten sind einige statistische Angaben zur Platine wie Größe,
Fräsweg usw...
Auch in den anderen Menüpunkten des Programms wird links das Fräsbild
und rechts das Menü gezeigt. Im Dateimenü gibt es statt des Fräsbildes
allerdings das Dir, aus dem man per Cursor die zu ladende
Datei auswählt...
|
 Kreuztisch: Zwei Abfallstücke einer dicken Küchenarbeitsplatte dienen
als Grundplatte (Größe eines Doppelspülbeckens) und Werkstücktisch (etwas kleiner). Sie
sind über 4 angeschraubte, rechtwinklig verschweißte Linearkugelführungen
(schwere Rollschienen für Trafos in Schaltschränken) verbunden. Als
Spindeln dienen derzeit 6 mm Gewindestangen (Baumarkt), die mittels
Kugellager geführt sind, je eine Lochscheibe für Gabellichtschranken
tragen und von 12V-Getriebemotoren, die es mal bei Pollin für knapp 4
DM gab, angetrieben werden (etwa 60 U/min).
Kreuztisch: Zwei Abfallstücke einer dicken Küchenarbeitsplatte dienen
als Grundplatte (Größe eines Doppelspülbeckens) und Werkstücktisch (etwas kleiner). Sie
sind über 4 angeschraubte, rechtwinklig verschweißte Linearkugelführungen
(schwere Rollschienen für Trafos in Schaltschränken) verbunden. Als
Spindeln dienen derzeit 6 mm Gewindestangen (Baumarkt), die mittels
Kugellager geführt sind, je eine Lochscheibe für Gabellichtschranken
tragen und von 12V-Getriebemotoren, die es mal bei Pollin für knapp 4
DM gab, angetrieben werden (etwa 60 U/min).
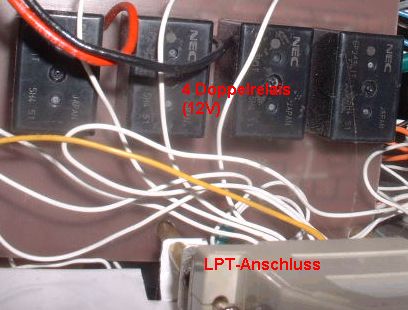 Jawohl! Gleichstrom-Getriebemotoren und keine Schrittmotoren! Denn die
arbeiten einfacher und zuverlässig und brauchen weniger
Ansteuertechnik. Jeder Motor wird von 2 Relais gesteuert, eins für
vorwärts, eins für rückwärts (H-Brücke). Das wäre auch elektronisch
gegangen, aber die Relais lagen rum, die gab es mal bei Conrad zu 25
Pfennig für ein Doppelrelais (2 identische Relais in einem Gehäuse).
Jawohl! Gleichstrom-Getriebemotoren und keine Schrittmotoren! Denn die
arbeiten einfacher und zuverlässig und brauchen weniger
Ansteuertechnik. Jeder Motor wird von 2 Relais gesteuert, eins für
vorwärts, eins für rückwärts (H-Brücke). Das wäre auch elektronisch
gegangen, aber die Relais lagen rum, die gab es mal bei Conrad zu 25
Pfennig für ein Doppelrelais (2 identische Relais in einem Gehäuse).
 Hier ist die Fräse bei der Arbeit. Der Schwenkrahmen ist abgesenkt und
liegt mit seinem ganzen Gewicht über die metallische Hohlschraube (einstellbarer
Abstandhalter) auf der Platine. Der Fräsbohrer ragt nur wenige zehntel mm
aus der Hohlschraube heraus.
Hier ist die Fräse bei der Arbeit. Der Schwenkrahmen ist abgesenkt und
liegt mit seinem ganzen Gewicht über die metallische Hohlschraube (einstellbarer
Abstandhalter) auf der Platine. Der Fräsbohrer ragt nur wenige zehntel mm
aus der Hohlschraube heraus.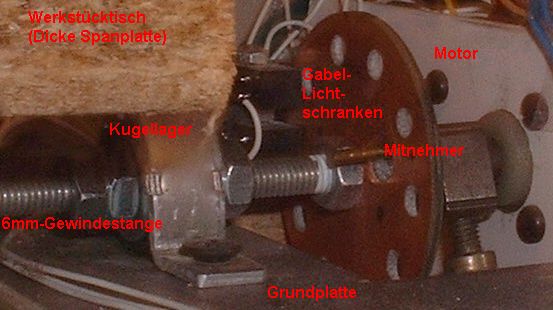 Die Wegmessung erfolgt durch Lochscheiben aus Platinenmaterial und
Gabellichtschranken. Diese haben je zwei Lichtschranken auf
unterschiedlichen Radien. Dabei hat der eine Radius 10 Locher, der
andere 1 Loch. Es werden die Flankenwechsel (Loch/kein_Loch) gezählt,
macht 20 Impulse je Umdrehung (je Millimeter). Und immer dann, wenn das
einzelne Loch der anderen Lichtschranke wirkt, wird der Zählerstand auf die
am nächsten liegende volle 20 gerundet. Das korregiert Zählfehler.
Diese Technik gibt es für die X-Achse und für die Y-Achse.
Die Wegmessung erfolgt durch Lochscheiben aus Platinenmaterial und
Gabellichtschranken. Diese haben je zwei Lichtschranken auf
unterschiedlichen Radien. Dabei hat der eine Radius 10 Locher, der
andere 1 Loch. Es werden die Flankenwechsel (Loch/kein_Loch) gezählt,
macht 20 Impulse je Umdrehung (je Millimeter). Und immer dann, wenn das
einzelne Loch der anderen Lichtschranke wirkt, wird der Zählerstand auf die
am nächsten liegende volle 20 gerundet. Das korregiert Zählfehler.
Diese Technik gibt es für die X-Achse und für die Y-Achse.
 Als Werkzeug(maschinen)träger dient ein dreieckig zusammengeschweißter
Schwenkrahmen aus 20mm-Vierkant-Hohlprofil (Stahl), der an 2 Ecken Muttern M8
angeschweißt bekommen hat, in denen Schrauben als Lagerbolzen stecken,
die durch Kontern an den Haltewinkeln befestigt sind. Jeder
Maschinenbauer wird mich dafür steinigen wollen, aber es gibt dort nur
einen Schwenkwinkel von 100° und das Spiel ist erstaunlich gering. Die
Schwenkachse des Werkzeugträgers liegt exakt auf Höhe der Fräsebene.
Zum Platinenwechsel oder Fräserwechsel wird der Schwenkrahmen nach oben geklappt
(Anschlag bei 100°) und man hat allen Platz der Welt.
Als Fräsmotor wurde ein Dremel-Plagiat von Aldi (38 DM / 19 Taler)
verwendet, als Fräser die Vollhartmetall-Speerbohrer von Conrad.
Um den "falschen Dremel" zu befestigen, wurde eine 2mm-Blechplatte an den
Rahmen geschraubt, in die ein Loch für das vordere Gewinde der Maschine
gebohrt wurde und diese eingeschraubt wurde.
Als Werkzeug(maschinen)träger dient ein dreieckig zusammengeschweißter
Schwenkrahmen aus 20mm-Vierkant-Hohlprofil (Stahl), der an 2 Ecken Muttern M8
angeschweißt bekommen hat, in denen Schrauben als Lagerbolzen stecken,
die durch Kontern an den Haltewinkeln befestigt sind. Jeder
Maschinenbauer wird mich dafür steinigen wollen, aber es gibt dort nur
einen Schwenkwinkel von 100° und das Spiel ist erstaunlich gering. Die
Schwenkachse des Werkzeugträgers liegt exakt auf Höhe der Fräsebene.
Zum Platinenwechsel oder Fräserwechsel wird der Schwenkrahmen nach oben geklappt
(Anschlag bei 100°) und man hat allen Platz der Welt.
Als Fräsmotor wurde ein Dremel-Plagiat von Aldi (38 DM / 19 Taler)
verwendet, als Fräser die Vollhartmetall-Speerbohrer von Conrad.
Um den "falschen Dremel" zu befestigen, wurde eine 2mm-Blechplatte an den
Rahmen geschraubt, in die ein Loch für das vordere Gewinde der Maschine
gebohrt wurde und diese eingeschraubt wurde.
 Die Original-Mutter aus Kunststoff ist zur Befestigung der Maschine
recht ungeeignet, da musste etwas Solideres her (siehe Bild weiter unten). Da
hier auch der Abstandhalter (Gleitschuh) angebaut werden musste, wurde in eine
Überwurfmutter für Wasserhahn (Polyamid) das Gewinde für den Antidremel
geschnitten und dieser so damit festgeschraubt, dass die offene Seite
mit dem Innengewinde (Rohrgewinde) nach unten (zur Platine) zeigt. In
diese wurde mit etwas Teflonband die Stopfbuchsenschraube einer
Rohrverschraubung eingeschraubt (Messing, verchromt, Außengewinde,
6-Kant-Kopf, innen hohl) und mit einer radial in die umgebaute
Überwurfmutter eingesetzte Arretier-Schraube gegen Verdrehen gesichert. Dieses
dient als Gleitschuh und Abstandhalter, damit wird die Frästiefe
eingestellt.
Die Original-Mutter aus Kunststoff ist zur Befestigung der Maschine
recht ungeeignet, da musste etwas Solideres her (siehe Bild weiter unten). Da
hier auch der Abstandhalter (Gleitschuh) angebaut werden musste, wurde in eine
Überwurfmutter für Wasserhahn (Polyamid) das Gewinde für den Antidremel
geschnitten und dieser so damit festgeschraubt, dass die offene Seite
mit dem Innengewinde (Rohrgewinde) nach unten (zur Platine) zeigt. In
diese wurde mit etwas Teflonband die Stopfbuchsenschraube einer
Rohrverschraubung eingeschraubt (Messing, verchromt, Außengewinde,
6-Kant-Kopf, innen hohl) und mit einer radial in die umgebaute
Überwurfmutter eingesetzte Arretier-Schraube gegen Verdrehen gesichert. Dieses
dient als Gleitschuh und Abstandhalter, damit wird die Frästiefe
eingestellt.

 Damit der Fräser auch bei eingesetzter Abstandhalter-Schraube
gewechselt werden kann, wurden an der Spannmutter der Spannpatrone zwei
Fasen angeschliffen und ein spezieller Steckschlüssel dafür
angefertigt.
Damit der Fräser auch bei eingesetzter Abstandhalter-Schraube
gewechselt werden kann, wurden an der Spannmutter der Spannpatrone zwei
Fasen angeschliffen und ein spezieller Steckschlüssel dafür
angefertigt.
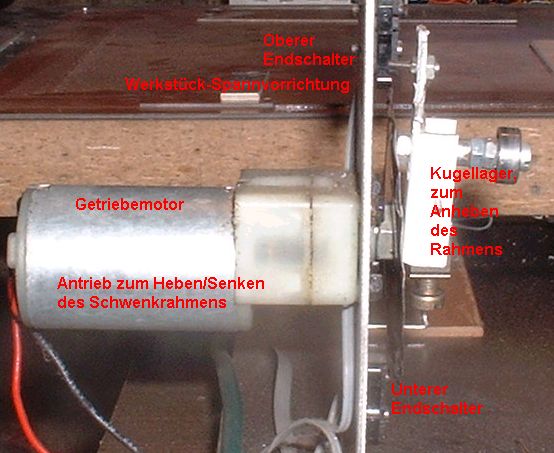 Die Frästiefe wird also NICHT durch eine Z-Gewindespindel eingestellt,
sondern durch einen Gleitschuh, der auf der Platine gleitet (und dabei
viel weniger Schrammen macht, als ich befürchtete). Der Fräsarm wird an
seinem Ende durch Getriebemotor mit Exzenterhebel und Kugellager
angehoben (Leerfahrt) bzw. nicht angehoben (Fräsfahrt), wodurch Fräsarm
mit Maschine durch Schwerkraft auf die Platine drücken. Das Absenken
geschieht langsam (PWM), das Anheben schnell. Vor dem Absenken wird die
Steckdose für den Antidremel eingeschaltet, nach dem Anheben wieder
aus. Diese Art des Z-Antriebs hat den großen Nachteil, dass man keine
echten 3D-Figuren fräsen kann, aber ich will ja nur kleine Platinen
fräsen, sonst nix.
Die Frästiefe wird also NICHT durch eine Z-Gewindespindel eingestellt,
sondern durch einen Gleitschuh, der auf der Platine gleitet (und dabei
viel weniger Schrammen macht, als ich befürchtete). Der Fräsarm wird an
seinem Ende durch Getriebemotor mit Exzenterhebel und Kugellager
angehoben (Leerfahrt) bzw. nicht angehoben (Fräsfahrt), wodurch Fräsarm
mit Maschine durch Schwerkraft auf die Platine drücken. Das Absenken
geschieht langsam (PWM), das Anheben schnell. Vor dem Absenken wird die
Steckdose für den Antidremel eingeschaltet, nach dem Anheben wieder
aus. Diese Art des Z-Antriebs hat den großen Nachteil, dass man keine
echten 3D-Figuren fräsen kann, aber ich will ja nur kleine Platinen
fräsen, sonst nix. Platinenbefestigung auf dem Kreuztisch:
Platinenbefestigung auf dem Kreuztisch: Die Endlagen des XY-Tisches sowie des Hub-Antriebs sind mit
Mikrotastern gesichert. (Etwas schlecht zu sehen, da hinter dem Haltewinkel montiert.)
Links vom Haltewinkel sieht man den Betätigungshebel des Mikroschalters.
Die Endlagen des XY-Tisches sowie des Hub-Antriebs sind mit
Mikrotastern gesichert. (Etwas schlecht zu sehen, da hinter dem Haltewinkel montiert.)
Links vom Haltewinkel sieht man den Betätigungshebel des Mikroschalters.
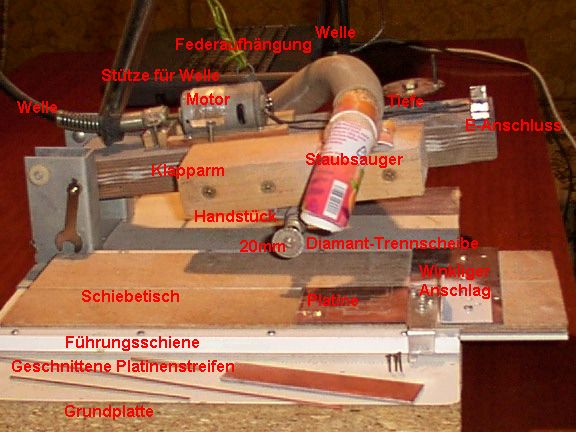 Übrigens: Die zum Aldi-AntiDremel gehörende biegsame Welle dient mir
mit einer Diamantscheibe, einem 12V-Motor und ein paar Brettern und
Schrauben als erstklassige Platinenschneidmaschine...
Übrigens: Die zum Aldi-AntiDremel gehörende biegsame Welle dient mir
mit einer Diamantscheibe, einem 12V-Motor und ein paar Brettern und
Schrauben als erstklassige Platinenschneidmaschine... Der Anschluss der Trennschleifvorrichtung erfolgt über Steck-Kontakte
am Ende des Klapparms, auf die der Mikrotaster des hier gezeigten
Anschlusskabels aufgesteckt wird. Dies dient auch zum Betrieb der
hier gezeigten 12V-Minimaschinen. Besonders die beiden Trennschleifer
haben sich bewährt, sie arbeiten mit abgenutzten 115mm-Scheiben von
1mm Dicke, die für den 115mm-Winkelschleifer zu klein sind. Sie schneiden
hervorragend Kunststoffe und Platinenmaterial, aber auch Metall. Die
"kleine Flex" bekommt demnächst die Scheibe der "großen Flex", diese
braucht dann wieder eine gebrauchte Scheibe vom 115er Winkelschleifer.
Der Anschluss der Trennschleifvorrichtung erfolgt über Steck-Kontakte
am Ende des Klapparms, auf die der Mikrotaster des hier gezeigten
Anschlusskabels aufgesteckt wird. Dies dient auch zum Betrieb der
hier gezeigten 12V-Minimaschinen. Besonders die beiden Trennschleifer
haben sich bewährt, sie arbeiten mit abgenutzten 115mm-Scheiben von
1mm Dicke, die für den 115mm-Winkelschleifer zu klein sind. Sie schneiden
hervorragend Kunststoffe und Platinenmaterial, aber auch Metall. Die
"kleine Flex" bekommt demnächst die Scheibe der "großen Flex", diese
braucht dann wieder eine gebrauchte Scheibe vom 115er Winkelschleifer.